作者:陈立明 时间:2013-01-30 20:05:59
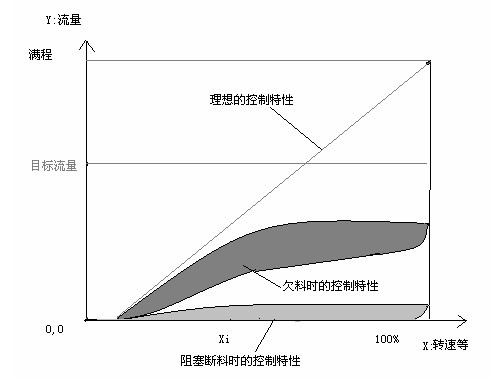
当给料装置前端的仓内拱结形成随机半径的细窄瓶颈,形成漏斗流限流,就会导致给料装置的工作结构不能获得满填充,造成粉体通道半填充全速运转,严重时其特性下移表现为阻塞断料,其本质是前端仓体卸料不畅产生问题,而非给料装置自身的问题。用军事术语叫“卡壳”,此情况下呈现早饱和的控制特性如下:
r=0~0.5
R=0
P(Y)=0
Y=K*r(0)*X
有一种情况也常出现,当螺旋给料机从额定工作流量紧急减速停机时,一但停止后,其流动性前冲惯性会对螺旋叶片工作区造成高密实性挤压;而重新从静态停机重新开始低速启动给料时,由于此刻粉体流动性最差阻力很大,运行负荷最大,但采用变频调速驱动的螺旋却正好处于效率最低的工作段,电压与频率低,输出力距小,提升力矩过大可能造成电流超限而保护自动停机,或者因长时间大电流堵转引发电机温升。此时的特性表现为:
X=0~100%
Y=0
而在额定的流量工作区,由于流动性高、负载轻、转速较高,变频调速反而处于效率较高的大力矩工作段。要解决此类矛盾,一方面应在设计上具备释放缓冲的料容结构,一方面应在运行程序上采取慢速停机,中高速启动开机的工作方式。
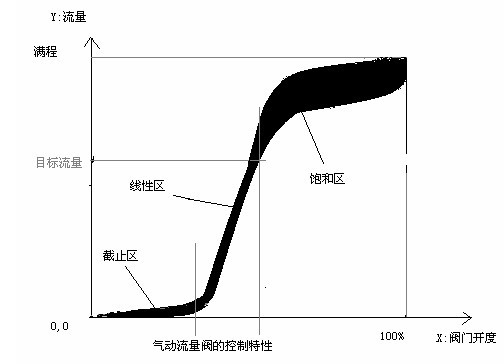
由于常规的螺旋给料常常遇到上述种种难以克服的问题,有人转而采用气动方式来控制给料,通过在料仓底部装设气化管路和风动斜槽,卸料时对库底吹入一定压力的空气,使粉体充分流态化后用流量闸阀的开度来控制出料量,结果往往由于调节阀前端的仓内粉气混合浓度与压力不稳定,在小开度时因阀后产生气旋涡流效应提升了背压消弱了压差而呈截止限流特性,而阀位开度超过气旋涡流效应的临界拐点后的背压大幅下降,造成开度流量突然提升,但很快又因调节阀后的背压饱和提升,造成阀前后压力差的减小平衡而进入饱和限流特性,总体呈现典型的大死区的继电器开关特性,非线性严重,表现为截止区与饱和区太大,而线性控制区域狭窄,控制区的Y/X的斜率太高含滞环,其开环波动幅度太大。其流量呈现出多变量控制的函数关系:
Y=f(X,U(Y),S,?)
其中,X为阀门开度,U为阀门前后压力差,S为粉气混合密度,?为未知的其他影响因素。特别是压力差U又可以被输出的Y影响,形成局部随机强烈循环反馈,因此其控制规律是极其复杂的。而且,采用气动卸料技术必然导致给出粉体含气量高且压力大,对后续检测计量存在严重干扰,用于定量给料场合是得不偿失的。
气动闸阀的实际控制特性: